Introduction
In the field of polymer toughening and modification, polyolefin elastomers (POE) have become indispensable modifiers in the modification of automotive parts, home appliance casings, and wires and cables due to their excellent low-temperature impact resistance, high elasticity, and high inorganic filler loading capacity.
For a long time, Dow Chemical’s Engage 8150 has been regarded as the traditional industry benchmark for toughening modification due to its classic low melt index and high toughness performance. However, with the evolution of micro-molecular chain design technology, SK POE 883, produced by South Korea’s SK Functional Chemical, is increasingly becoming the preferred benchmarking choice for global formulation designers.
Since these two materials exhibit significant rheological differences in Melt Flow Rate (MFR) and microscopic crystallinity, this article will focus exclusively on technical data sheet (TDS) parameters, microscopic phase structure formation, and mechanical processing behavior to conduct a pure, vertical cross-comparison, providing accurate formulation selection references for material engineers.
Core Technical Specifications Overview
Although both are ethylene-octene copolymers synthesized via metallocene catalysis technology, the comparison of official technical data sheets (TDS) shows that their physical properties lie in completely different rheological quadrants:
| Technical Parameter | SK POE 883 | Dow Engage 8150 | Test Method |
| Density(23°C) | 0.880 g/cm³ | 0.868 g/cm³ | ASTM D1505 / ASTM D792 |
| Melt Flow Rate (MFR) ( 190°C, 2.16 kg) | 3.0 g/10min | 0.5 g/10min | ASTM D1238 / ISO 1133 |
| Shore Hardness | 82 Shore A | 70 Shore A | ASTM D2240 / ISO 868 |
| Elongation at Break | >800 % | >800 % | ASTM D638 |
| Tensile Strength | 11.5 MPa | 9.5 MPa | ASTM D638 |
Vertical Property Analysis:
- Rheological Behavior and Fluidity Differentiation: The MFR of SK POE 883 is 3.0 g/10min, whereas Engage 8150 is only 0.5 g/10min. In the molten processing state, SK 883 demonstrates clear advantages in fluidity. This means it performs exceptionally well in thin-walled, high flow-length-to-thickness ratio injection-molded parts and complex mold replication, significantly shortening processing cycles and reducing mold-filling pressure. Conversely, Engage 8150, due to its ultra-low melt index, possesses extremely high melt strength, making it more inclined toward blow molding or extrusion fields that require strict melt rigidity.
- Rigidity and Crystallinity Differences: The density (0.880 g/cm³) and hardness (82 Shore A) of SK 883 are higher than those of Engage 8150 (0.868 g/cm³, 70 Shore A). This indicates that the proportion of polyethylene crystalline zones in the molecular chain of SK 883 is slightly higher, which directly endows it with better matrix tensile strength (11.5 MPa vs. 9.5 MPa) as well as superior scratch resistance and resistance to permanent compression set.
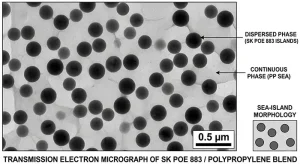
Toughening Efficiency and “Sea-Island Structure” in Polypropylene (PP) Matrix
When performing impact modification on polypropylene (PP), the microscopic phase separation morphology (Sea-Island Structure) of the elastomer within the matrix dictates the final mechanical performance.
Shear Viscosity Matching
During twin-screw extrusion compounding, the melt index of the PP matrix typically ranges from 10 to 30 g/10min or even higher.
- SK POE 883 has a medium melt index (3.0 g/10min), which matches the viscosity of the PP matrix more closely. Under high-speed shear, it is more easily stretched and dispersed into nanoscale or sub-micron fine “island” phase droplets, thereby forming efficient stress concentration centers within the blend and significantly improving the ambient stiffness-toughness balance.
- Engage 8150 (MFR 0.5), due to its extremely high viscosity, can easily lead to oversized “island” phase particle sizes if the shear force is insufficient when blended with high-fluidity injection-molding grade PP. This imposes stricter requirements on the temperature profiles and screw configurations of the microscopic dispersion process.
Sub-Zero Impact Resistance
- Because Engage 8150 possesses extremely low crystallinity and low hardness, its amorphous zone accounts for a massive proportion, making its absorption efficiency of impact energy incredibly strong in ultra-low temperature environments from -30°C to -40°C.
- SK POE 883, by virtue of its microscopically saturated main chain structure and low glass transition temperature (Tg) reaching below -50°C, can also substantially enhance the fracture resistance of PP. However, in extreme -40°C instrumented drop-weight impact tests, because its own hardness (82A) is slightly higher, its formulation dosage often needs to be precisely fine-tuned based on the brittle fracture point of the final product.
Processability and Filler Acceptance
- Melt Shear Stress and Energy Consumption: Within the same processing temperature window (typical range: 160°C – 210°C), because SK 883 exhibits a superior melt flow rate (MFR 3.0), the internal melt resistance and main motor torque it demonstrates inside the twin-screw extruder are significantly lower than those of the highly resistant Engage 8150. This helps reduce localized shear overheating (avoiding material degradation) and increases the overall throughput of the extrusion production line.
- Filler Acceptance: Both POE grades feature high loading capacities for talc, calcium carbonate (CaCO3), or flame retardants. Engage 8150, with its extremely low Mooney viscosity, provides excellent affinity for ultra-fine powders. Meanwhile, SK 883, relying on its higher matrix tensile strength (11.5 MPa), can effectively compensate for the decay in tensile properties brought by high-ratio inorganic filler addition (such as 40% – 50%), maintaining better rigidity and stiffness in the finished component.
Conclusion
Through the vertical mechanical and rheological comparisons above, SK POE 883 and Dow Engage 8150 each possess distinct modification advantages:
- Dow Engage 8150 focuses on requirements demanding high melt strength and ultra-high flexibility in extreme sub-zero environments, making it particularly suitable for the modification of large high-rigidity impact-resistant blow-molded containers, thick sheets, or ultra-low hardness flexible products.
- SK POE 883 (MFR 3.0, 0.880 g/cm³) serves as an excellent choice for cost reduction and efficiency optimization in automotive injection-molded structural parts, home appliance casings, high-performance footwear, and high-fluidity blends. While achieving outstanding low-temperature toughness upgrades, it delivers lower injection molding processing torque, shorter molding cycles, better product stiffness, and a wider processing window.