In the plastic modification industry, combining the rigidity of Polypropylene (PP) with the toughness of Polyolefin Elastomers (POE) is the standard practice for producing high-performance automotive parts and packaging components. However, practical production often encounters issues such as uneven toughening, surface flow marks, or uncontrolled costs. This article explores the application logic of SK Solumer™ 875 under real-world operating conditions.
Toughening Formula Logic: Why Choose the 875 Grade?
For modification engineers, the core indicators for selecting a POE are Density and Melt Flow Rate (MFR). The density of SK Solumer™ 875 is 0.875 g/cm³, falling into the low-to-medium density range, which signifies excellent molecular chain flexibility.
- Low-Temperature Reinforcement: Under extreme testing at -40°C, a PP substrate with 15%–20% Solumer 875 added can transition from brittle fracture to ductile fracture.
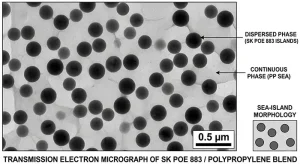
- Compatibility Advantages: Compared to traditional EPDM, the narrow molecular weight distribution of Solumer 875 allows it to form a finer and more uniform “sea-island structure” with the PP matrix during the twin-screw extrusion process.
As an experienced resin material plastic wholesaler in china, ZiJun Plastics has observed that this grade can significantly reduce formulation costs by 10%–15% when replacing similar high-end imported elastomers, while maintaining impact strength fluctuations within 3%.

Production Essentials: SK Solumer™ 875 Injection Molding Process Guidelines
High-performance materials can suffer severe performance degradation if processed improperly. The following four parameters are essential to master on the production floor:
A. Temperature Gradient Setting
Due to the low melting point of Solumer 875 (approx. 59°C), the temperature in the feeding zone should not be too high to prevent premature melting, which causes screw slippage.
- Recommended Temperature Zones: 160°C (Rear) → 190°C (Middle) → 210°C (Nozzle).
B. Shear Force Control
POE is a shear-sensitive material. When injecting large automotive bumpers, a high-pressure, medium-speed injection strategy should be adopted. Excessive shear heat can damage the micro-phase separation structure of the elastomer, leading to a decrease in toughening effectiveness.
C. Cooling Time and Shrinkage
Solumer 875 increases the overall shrinkage rate of PP.
- Practical Advice: Control the mold temperature at around 30°C. If product shrinkage occurs, increase the holding time rather than simply raising the pressure to prevent internal stress from causing late-stage warpage.
Performance Benchmarking: SK Solumer™ 875 vs. Traditional EPDM
In the footwear foaming and automotive modification sectors, many factories are undergoing the transition from rubber to plastic.
| Evaluation Dimension | SK Solumer™ 875 (POE) | Traditional EPDM (Rubber) | Production Impact |
| Physical Form | Free-flowing granules | Bales or pellets | POE allows direct auto-feeding, saving labor |
| Aging Resistance | Excellent (Saturated chain) | Fair (Contains double bonds) | POE products are less prone to yellowing or brittleness outdoors |
| Recyclability | 100% Recyclable | Difficult to recycle | Significantly reduces factory edge-trim waste |
| Specific Gravity | Lighter (0.875) | Heavier (0.89–0.92) | Beneficial for automotive lightweighting |
Troubleshooting Common Production Failures
When using SK Solumer™ 875 in practice, refer to the following table for adjustments if these issues occur:
- Issue: Surface Flow Marks (Tiger Stripes)
- Cause: Uneven dispersion of POE in the PP matrix or excessive viscosity difference.
- Solution: Increase back pressure by 5–10 bar; check if MFR is matched (recommended PP to POE MFR ratio within 3:1).
- Issue: Difficulty in Demolding or Sticking
- Cause: Mold temperature is too high or holding pressure is too high.
- Solution: Extend cooling time by 3–5 seconds, or add a small amount of zinc stearate to the formula as an external lubricant.
- Issue: Impact Performance Fails to Meet Standards
- Cause: High mixing temperature leading to thermal degradation of the elastomer.
- Solution: Lower the melt temperature and check the screw configuration for excessive local shear.
FAQ: Technical Consultation and Procurement
Q: Can Solumer 875 be used for Photovoltaic Encapsulation Film (POE Film)? A: Although 875 has high transparency and low density, PV-grade POE usually has specific requirements for cross-linking rates and volume resistivity. For PV applications, it is recommended to consult ZiJun Plastics for SK’s specialized encapsulation grades.
Q: How should this product be stored to prevent blocking (clumping)? A: Due to its low hardness, POE should be stored in a cool, dry place. The stacking height should not exceed two pallets to avoid “cold flow” clumping caused by heavy pressure.
Q: Why must 875 be added to formulas filled with mineral powders (e.g., Talc)? A: Mineral powders severely damage the toughness of PP. Solumer 875 acts as a “binder” and “buffer,” establishing a flexible transition layer between the inorganic filler and the polymer matrix.
Technical Support and Supply Chain Assurance
As a professional resin material plastic wholesaler in china, ZiJun Plastics provides not only the spot supply of SK Solumer™ 875 but also formula optimization suggestions based on your specific mold and performance requirements. Contact our engineering team for sample testing.