Introduction
In the global supply chain of thermoplastic elastomers (TPE/TPS), Styrene-Ethylene-Butylene-Styrene block copolymer (SEBS) has become a star material in automotive components, overmolding, medical devices, and consumer electronics due to its outstanding aging resistance, high transparency, and excellent rubber elasticity.
However, in daily inquiries from global technical procurement and process engineers, “What is the melting point of SEBS?” is a highly frequently asked yet often misunderstood question. As a professional global resin raw material supplier, this article will thoroughly analyze the truth about the “melting point” of SEBS from the scientific perspective of polymer physics and provide a practical guide for global injection molding and extrusion processing temperatures.
The Science Behind SEBS “Melting Point”
From the strict definition of polymer physics, SEBS does not have a fixed melting point.
- Amorphous Structure: Traditional crystalline plastics (such as PE and PP) have a regular crystal lattice and exhibit a distinct melting point when a phase transition occurs at a specific temperature. In contrast, SEBS is an amorphous copolymer.
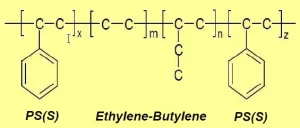
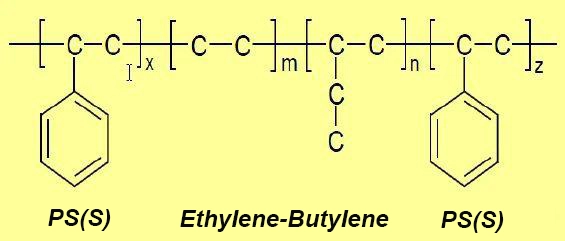
- Microphase Separation Structure: The molecular chain of SEBS consists of hard segments (Polystyrene – PS) and soft segments (Polyethylene/Polybutylene – EB). Since these two segments are incompatible with each other, they form a special microphase separation structure at the microscopic level.
- Glass Transition Temperature (Tg): * The glass transition temperature of the soft segment (EB) is extremely low (usually around -50 °C to -60 °C), which endows SEBS with excellent low-temperature elasticity and flexibility.
- The glass transition temperature of the hard segment (PS) is typically between 90 °C and 100 °C. When the temperature exceeds this range, the hard segments soften and begin to flow, at which point the material exhibits thermoplasticity and can be processed.
Therefore, in industry Technical Data Sheets (TDS), we usually use the Vicat Softening Point, Melt Flow Rate (MFR/MVR), and processing temperature range to evaluate its thermal performance, rather than a “melting point.”
Typical Processing Temperature Range for SEBS
Due to variations in molecular weight and styrene content, the flowability of different SEBS grades (such as high molecular weight vs. low molecular weight types) varies significantly. Below is the typical processing temperature profile summarized by the global industry for base SEBS resins and their modified compounds (TPE-S):
Injection Molding Temperature Profile
During injection molding, a progressive temperature setting is recommended to ensure complete melting of the hard segments without causing thermal degradation:
| Rear / Feed Zone | Middle / Compression | Front / Metering Zone | Nozzle Temperature | Mold Temperature |
| 150 °C – 170 °C | 170 °C – 190 °C | 190 °C – 210 °C | 200 °C – 220 °C | 30 °C – 50 °C |
Extrusion Molding Temperature Profile
Extrusion processing (such as tubes, sealing strips, or pelletizing) requires higher melt strength, and the temperature settings are usually slightly lower than those for injection molding:
| Barrel Rear | Barrel Middle | Barrel Front | Die Temperature |
| 140 °C – 160 °C | 160 °C – 180 °C | 180 °C – 200 °C | 190 °C – 210 °C |
Factors Influencing Temperature Settings
In actual production, global process engineers should fine-tune the processing temperature based on the following three key variables:
- Molecular Weight of SEBS
- High Molecular Weight Grades: The molecular chains are severely entangled, resulting in extremely high melt viscosity. Processing usually requires higher temperatures (sometimes reaching 230 °C – 240 °C) to promote flow.
- Low Molecular Weight Grades: They possess excellent flowability, allowing the processing temperature to be appropriately lowered to shorten the cooling cycle and save energy.
- Oil Extension & Compounding
- Pure SEBS resin is rarely injection-molded directly due to its excessively high viscosity. Most SEBS materials circulating in the export market are modified materials (TPE-S) extended with oil or added with PP, PE, calcium carbonate, etc. The addition of naphthenic or paraffinic oil significantly reduces the apparent viscosity of the system, thereby allowing lower processing temperatures.
- Shear Rate & Equipment
- SEBS exhibits strong shear thinning behavior (i.e., the higher the shear rate, the lower the viscosity). Therefore, increasing the screw speed or injection pressure can sometimes resolve short shot issues more effectively than simply raising the temperature.
Expert Technical Tips
To ensure your overseas end-customers obtain perfect surface gloss and physical properties during processing, please pay close attention to the following process details:
- Prevent High-Temperature Degradation: Although SEBS undergoes hydrogenation and has significantly better heat resistance than SBS, the matrix will still undergo thermal cracking if exposed to high temperatures above 250 °C for an extended period. This results in a sticky product surface, yellowing, or a severe decline in mechanical properties.
- Drying Management: The water absorption rate of SEBS itself is extremely low (less than 0.1%), and drying is generally not required. However, after maritime transit in high-humidity environments, or when the formulation contains hygroscopic fillers, it is recommended to dry at 70 °C – 80 °C for 2 hours to completely eliminate surface silver streaks.
Conclusion
Accurately mastering the rheological characteristics and processing temperature range of SEBS is the key for global buyers to ensure product quality, improve production efficiency, and reduce scrap rates. Choosing the right grade and matching it with scientific process settings allows this premier thermoplastic elastomer to release its maximum commercial value in your applications.
As your reliable strategic partner for resin raw materials in China, we not only provide authentic, premium SEBS resins from world-renowned petrochemical giants but also offer comprehensive B2B technical support backed by an experienced engineering team. If you have any questions regarding Technical Data Sheets (TDS), special grade recommendations, or injection molding processes, please feel free to contact our overseas expert team.