Polyethylene Terephthalate (PET) is a semi-crystalline, linear thermoplastic polyester. It is synthesized through a polycondensation reaction between a diacid and a diol, resulting in a high-strength polymer chain linked by ester bonds. The core manufacturing process of PET primarily revolves around the precise ratio of chemical feedstocks, the core polymerization reaction mechanisms, and the subsequent upgrading solid-state process.
The Chemical Feedstocks
The synthesis of PET requires two primary petrochemical-derived monomers mixed in precise stoichiometric ratios:
- Purified Terephthalic Acid (PTA / TPA): An aromatic diacid obtained via the liquid-phase catalytic oxidation of p-xylene (PX). The purity of PTA must reach above 99.9% because any trace metallic or organic impurities will directly cause yellowing or high haze in the final polymer. While Dimethyl Terephthalate (DMT) is used as the acid source in specific specialty polyester production, modern continuous polymerization plants predominantly utilize PTA.
- Monoethylene Glycol (MEG / EG): An aliphatic diol produced by the hydration of ethylene oxide, which is derived from ethylene cracking. In sustainable film-grade or bottle-grade technology streams, Bio-MEG synthesized from biomass such as sugarcane features an identical chemical structure and can be dropped directly into the same production lines.
The Core Polymerization Process
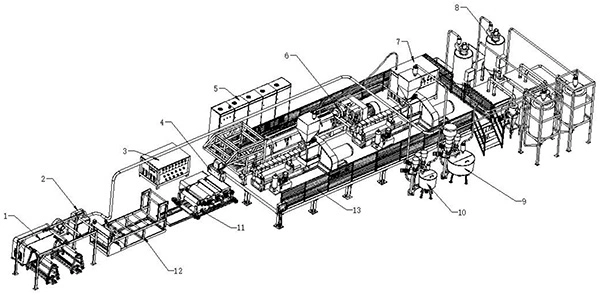
The industrial manufacturing of PET resin relies on a continuous direct esterification route. The entire process transforms low-molecular-weight monomers into a high-viscosity molten polymer through three fundamental chemical engineering stages.
Stage 1: Direct Esterification
Solid PTA powder and liquid MEG are mixed to form a slurry, which is pumped into an esterification reactor via a gear pump, alongside trace amounts of antimony, titanium, or germanium-based catalysts.
The reaction temperature is typically controlled between 240 °C and 260 °C, and the system is maintained under a slight positive pressure of 0.1 to 0.3 MPa. During this stage, the carboxylic acid groups of PTA react with the hydroxyl groups of MEG to form a mixture of low-molecular-weight oligomers, primarily Bis(2-hydroxyethyl) terephthalate (BHET). Because esterification is a reversible equilibrium reaction, the byproduct water (H2O) released during the reaction must be continuously boiled off and removed via a distillation column to drive the reaction forward to the right.
Stage 2: Melt-Phase Polycondensation
Once the monomers are completely converted into BHET oligomers, the material is transferred to a polycondensation reactor. The core objective of this stage is to rapidly build up the molecular weight of the polymer by linking the oligomer chains together.
To shift the chemical equilibrium, the process control conditions become extremely severe. The reaction temperature is gradually raised to 270 °C – 290 °C, while the reactor interior is subjected to a deep high-vacuum environment with pressure dropping below 100 Pa. Under high temperature and high vacuum, a transesterification reaction occurs between the BHET molecules, continuously extending the heated macromolecular chains.
The byproduct Monoethylene Glycol (MEG) liberated during this process is rapidly extracted by the high-vacuum system and condensed for recovery. As the reaction progresses, the melt viscosity of the material increases sharply. Once the baseline molecular weight target is achieved, the molten polyester is discharged from the bottom of the reactor, rapidly cooled and solidified in cold water, and cut into uniform, transparent amorphous base PET pellets by a pelletizer.
Stage 3: Solid-State Polymerization (SSP)
At the end of melt-phase polycondensation, the intrinsic viscosity (IV value) of the base pellets is typically only around 0.55 to 0.65 dL/g. This molecular weight is too low for blow-molded bottles, biaxially-oriented films (BOPET Film), or engineering plastics that must withstand high mechanical stress. Furthermore, the residual byproduct acetaldehyde (AA) content within the resin is high at this stage. Therefore, high-specification resin pellets must undergo a Solid-State Polymerization (SSP) system for further upgrading and purification:
- Pre-crystallization: The transparent amorphous base pellets are fed into a crystallizer and heated at approximately 160 °C to transform them into an opaque crystalline state, preventing the pellets from melting and sticking together during subsequent high-temperature steps.
- Solid-State Polymerization: The crystallized pellets enter a continuous SSP reactor tower. Under a continuous flow of high-purity nitrogen (N2) gas or a deep high-vacuum environment, the system temperature is heated to a high-elastic state range below the polymer melting point, roughly 200 °C to 240 °C.
- Upgrading and Deacetalization: In a solid state, the ends of the polymer chains inside the pellets continue to undergo polycondensation. As the trace byproducts generated are continuously carried away by the nitrogen gas, the molecular weight of the resin spikes further, steadily increasing its intrinsic viscosity (IV value) to 0.74 to 0.88 dL/g or higher. Meanwhile, residual acetaldehyde and trace oligomers are deeply volatilized and stripped out during this stage, bringing the chemical purity of the material into compliance with strict food-contact safety standards.
Core Physical Properties Determining Final Quality
Evaluating the quality of the produced PET resin pellets relies primarily on four core physical parameters from its Technical Data Sheet (TDS):
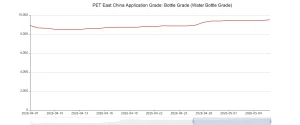
- Intrinsic Viscosity (IV): Typically between 0.70 and 0.88 dL/g. The IV value directly determines the mechanical strength and melt elongation properties of the material, serving as the core indicator to differentiate fiber-grade, film-grade, and bottle-grade resins.
- Acetaldehyde Content: Food-grade and high-purity films require the content to be less than 1.0 ppm. If residual acetaldehyde exceeds this threshold, it will migrate during subsequent molding and processing, affecting the odor and purity of the final product.
- Color Value (L / b): L* represents brightness, and b* represents the yellow-blue color shift. High-quality film-grade and bottle-grade resins require an extremely low b* value (no yellowing) to ensure that the final film or substrate possesses superior optical clarity and light transmittance.
- Melting Point and Crystallization Behavior: The melting point of standard PET typically ranges from 250 °C to 265 °C. A stable melting point and crystallinity ensure that the resin melts uniformly in the downstream extruder screw, preventing the formation of gels or the clogging of processing flow channels.