Technical Guide to Polycarbonate Discoloration in Demanding Applications
Introduction
As one of the most valuable engineering thermoplastics in the global market, polycarbonate (PC) has been widely utilized in automotive lighting systems, electronic enclosures, medical device housings, and architectural glazing due to its outstanding optical clarity, mechanical strength, and thermal stability. However, even this high-performance material cannot completely resist the degradative effects of environmental factors.

A common issue faced by manufacturers and end-users alike is the gradual yellowing of polycarbonate parts when exposed to outdoor environments or artificial ultraviolet (UV) radiation. This discoloration not only compromises the aesthetic quality of the finished product but can also serve as an early warning sign of deep-seated degradation in the material’s mechanical properties.
Beginning with the underlying scientific mechanisms, this technical guide systematically analyzes the causes of polycarbonate yellowing and provides proven, professional solutions—ranging from advanced UV-stabilized resin formulations to optimized processing parameters—to help you select and maintain PC materials that preserve both their clarity and performance over the long term.
The Scientific Mechanisms of Polycarbonate Yellowing
Why Does Polycarbonate Turn Yellow?
To understand why polycarbonate turns yellow, it is first necessary to understand why it is inherently transparent. As an amorphous thermoplastic, PC does not possess a highly ordered crystalline structure like polyethylene or polypropylene. The molecular chains of bisphenol A polycarbonate (the most commercially significant type) cannot align into neat crystalline domains during cooling and solidification. This disordered molecular morphology allows visible light to pass through with minimal scattering, giving PC its exceptional optical clarity.
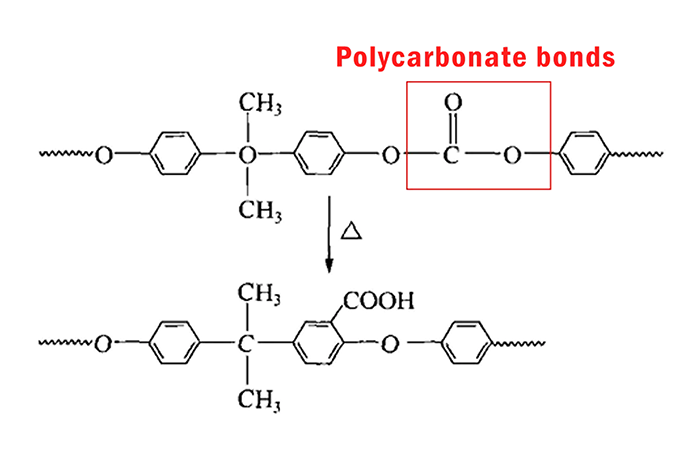
However, the very molecular features that grant PC its transparency also introduce vulnerability. When polycarbonate is exposed to ultraviolet radiation (specifically in the UVA and UVB bands, approximately 290–400 nm), the carbonate linkages (–O–CO–O–) in the polymer backbone absorb this energy. This triggers a well-documented photochemical rearrangement known as the Photo-Fries rearrangement.
During this reaction:
- The energy from UV light cleaves the carbonate linkages.
- The cleaved molecular segments rearrange into new chemical structures.
- This rearrangement generates chromophores, primarily quinonoid and benzophenone-type compounds.
These chromophores selectively absorb blue light from the visible spectrum and reflect yellow light, causing the material to assume a yellow or amber appearance. The higher the concentration of these chromophores, the more pronounced the yellowing.
In addition to photochemical degradation, thermal oxidation is another critical pathway leading to yellowing. When PC is processed at excessive temperatures or utilized in high-heat environments, oxidative reactions generate similar discoloring species. Impurities within the polymer matrix, such as residual monomers from incomplete polymerization or trace metal catalysts, further accelerate this degradation process.
The Deep Impact of Yellowing: Beyond Aesthetics
Although yellowing is visually the most apparent sign of degradation, it rarely occurs in isolation. In most cases, discoloration is an early warning indicator of broader material deterioration. For manufacturers and end-users, the practical consequences include:
| Category of Impact | Specific Manifestations | Affected Applications |
| Optical Performance Degradation | Reduced light transmittance, increased haze, altered color rendition. | Automotive headlight lenses, optical sensors, displays, greenhouse glazing. |
| Mechanical Property Deterioration | Loss of impact strength, decreased elongation at break, embrittlement, increased susceptibility to stress cracking. | Safety protective equipment, structural enclosures, medical device housings. |
| Aesthetic Quality Downgrade | Highly visible yellow appearance, uneven discoloration patterns, reduced perception of product quality. | Consumer electronics, household appliances, automotive interior trim, retail displays. |
| Accelerated Aging | Chain scission and cross-linking create a feedback loop where degraded material degrades even faster. | Long-term outdoor installations (signage, architectural sheets, transit glazing). |
For applications where optical clarity and color consistency are critical—such as medical diagnostic equipment, precision optics, or high-end consumer goods—even slight yellowing can render an entire product unsellable or unusable.
Professional Strategies for Preventing and Mitigating PC Yellowing
Selecting UV-Stabilized Polycarbonate Resins
The most effective line of defense against UV-induced yellowing begins during the material selection phase. UV-stabilized PC grades incorporate specialized additives designed to absorb or neutralize harmful radiation before it can initiate photodegradation.
The Mechanism of UV Stabilizers The plastics industry primarily relies on two classes of additives:
- UV Absorbers (UVAs): These compounds act as “molecular sunscreen.” They preferentially absorb UV radiation in the 290–400 nm range and dissipate this energy as harmless heat, preventing it from breaking the polymer’s chemical bonds. Depending on the severity of exposure, typical UVA loading levels range from 0.1% to 0.5%.
- Hindered Amine Light Stabilizers (HALS): Unlike UV absorbers, HALS do not block UV light. Instead, they act as radical scavengers, continuously capturing and neutralizing the free radicals generated during photo-oxidation. The primary value of HALS lies in their regenerative cycle—they can neutralize multiple free radicals over time, providing long-term protection even at low addition levels (typically 0.2% to 1.0%).
Many advanced UV-stabilized PC grades utilize a synergistic combination of UVAs and HALS to target both the initiation and propagation stages of photodegradation.
Recommended UV-Stabilized PC Grades For applications requiring superior yellowing resistance and long-term outdoor UV exposure, the following commercial PC resins are highly recommended options:
- Liwayway Viarton WY-111BR PC Resin: A transparent, medium-viscosity polycarbonate grade designed to deliver reliable performance across a broad range of applications. WY-111BR offers excellent impact resistance with a Charpy notched impact strength of 85.3 kg·cm/cm while maintaining outstanding optical clarity. It is highly suitable for injection molding applications in the electrical, electronic, automotive, and appliance sectors. For outdoor applications requiring enhanced UV stability, its UV-stabilized version, WY-111BRU, provides an extra layer of protection.
- Wanhua Chemical Clarnate® A1225 PC: A medium-low viscosity polycarbonate featuring high impact strength, excellent heat resistance, and outstanding transparency. This grade has recently received Hyundai-Kia automotive certification for automotive lighting applications, proving its reliability in harsh outdoor environments with strict requirements for dimensional stability, aging resistance, and long-term color retention.
- Wanhua Chemical PC 2350: A general-purpose, low-viscosity PC grade formulated specifically for extrusion. It integrates the core benefits of polycarbonate—high transparency, impact resistance, and thermal stability—into a formulation optimized for stable melt flow and processing ease.
Optimizing Processing Parameters to Minimize Thermal Degradation
UV exposure is not the sole driver of yellowing. Excessive heat during processing can trigger thermal oxidation, causing discoloration even before the finished part is put into service. Implementing the following processing best practices is essential to preserving color stability:
- Thorough Drying: Polycarbonate is hygroscopic and must be dried to a moisture content of below 0.02% before processing. Residual moisture at melt temperatures hydrolyzes the carbonate linkages, accelerating degradation and yellowing. The recommended drying conditions are 120°C for 4 to 6 hours.
- Melt Temperature Control: Processing temperatures should be strictly maintained within the manufacturer’s recommended range (typically 280–300°C for PC). Excessive temperatures and prolonged residence times in the barrel promote polymer chain scission and the formation of chromophores.
- Minimizing Shear: High shear rates—resulting from improper screw design, excessive screw speed, or restricted gates—generate frictional heat that can locally exceed safe temperature limits. Screws and molds optimized for PC processing should always be used.
- Preventing Contamination: Even trace amounts of incompatible materials, residue from previous runs, or degraded polymer particles can catalyze the degradation process. Keep processing equipment clean and utilize proper purging compounds when switching materials.
Color Compensation Technology
For applications where completely eliminating yellowing is impractical or cost-prohibitive, color compensation offers an alternative. By adding minute quantities of blue-violet dyes to the base resin, manufacturers leverage color theory to neutralize the yellow hue that develops over time. The blue-violet pigment absorbs the yellow wavelengths reflected by the chromophores, causing the finished part to appear visually neutral or slightly grey rather than visibly yellowed.
This technique is particularly valuable in medical applications where polycarbonate parts inevitably undergo some degree of yellowing during gamma radiation sterilization. By utilizing pre-compensated color formulations, manufacturers can achieve visually acceptable results despite unavoidable radiation exposure.
Protective Surface Coatings
For existing PC parts or applications requiring the highest level of clarity where built-in UV stabilization is insufficient, applying a protective surface coating is a highly practical solution. High-performance, UV-blocking clear coats—specifically silicone-based hardcoats—can be applied to the PC substrate to absorb UV radiation before it reaches the polymer surface.
Recent advances in coating technology have introduced liquid light stabilizers formulated directly into silicone hardcoats, simultaneously addressing the yellowing tendencies of both the polycarbonate substrate and the coating material itself during extended outdoor exposure.
Proper Maintenance and Cleaning Protocols
For polycarbonate products already in service, correct cleaning and maintenance can extend service life and delay the onset of visible yellowing:
- Avoid cleaning agents containing acids, alkalis, or alcohols, as these chemicals attack the PC surface and accelerate degradation.
- Use only mild, pH-neutral soap and a soft cloth for routine cleaning.
- For outdoor installations, clean surfaces regularly to remove accumulated dirt, which can trap moisture and intensify UV exposure.
- Do not use abrasive cleaners or dry cloths to wipe the surface; scratches create stress concentration points and can promote stress cracking.
Without any stabilizing treatment, polycarbonate continuously exposed to direct sunlight can typically maintain an acceptable appearance for approximately five to seven years before significant yellowing begins. With proper UV stabilization and maintenance, this service life can be extended considerably.
Material Selection Framework for Export Products
When evaluating PC materials for applications with strict anti-yellowing requirements, the following decision matrix can guide your selection:
| Application Scenario | Recommended Solution |
| Permanent Outdoor Exposure (Signage, architectural glazing, solar panel housings) | UV-stabilized grades with synergistic UVA/HALS additives; WY-111BRU or equivalent stabilized formulations are highly recommended. |
| Automotive Exterior or Under-Hood Parts | UV-stabilized grades with OEM certifications; A1225 is performance-verified for automotive lighting. |
| Indoor Applications with Occasional Sunlight | Standard transparent PC may suffice; color-compensated formulations can provide an extra aesthetic margin. |
| Gamma-Sterilized Medical Devices | Color-compensated formulations; consider PC 2350 for medical-grade extrusion and packaging. |
| Consumer Electronics Demanding Long-Term Color Stability | UV-stabilized grades that meet manufacturer-specific optical specifications. |
Frequently Asked Questions (FAQ)
Q1: Can yellowed polycarbonate be restored to its original transparent state? In most cases, once polycarbonate has turned yellow due to UV exposure or thermal oxidation, the degradation is irreversible. The chromophores formed during the Photo-Fries rearrangement are chemically stable. While surface sanding or polishing can remove a very thin layer of affected material, it cannot repair deep-seated chemical damage. Prevention through UV-stabilized resin selection or protective coatings remains the most effective strategy.
Q2: What is the typical lifespan of UV-stabilized polycarbonate in outdoor applications? Under normal outdoor exposure conditions, a high-quality UV-stabilized polycarbonate formulation can typically retain its original appearance and mechanical properties for 7 to 10 years or more, depending on geographic location, UV intensity, and maintenance practices. Unstabilized standard PC will begin to show visible yellowing after approximately 5 to 7 years of continuous outdoor exposure.
Q3: Can I add UV stabilizers to standard polycarbonate during processing to make it UV-resistant? While it is technically possible to blend UV-stabilizer masterbatches into natural PC during processing, achieving uniform dispersion and consistent protection requires specialized equipment and precise process control. To ensure reliable, uniform UV protection, it is highly recommended to use pre-compounded UV-stabilized grades (such as WY-111BRU or Clarnate® A1225) rather than attempting in-house blending.
Q4: Does yellowing in PC always indicate a loss of mechanical properties? Not necessarily in the initial stages, but yellowing and mechanical deterioration share the same root cause—photo-oxidation and thermal degradation—meaning they often progress together. In the early phases, minor yellowing may only be an aesthetic issue with no measurable loss of mechanical strength. However, as discoloration deepens, it indicates accumulated chemical damage that will eventually compromise impact strength, elongation at break, and resistance to environmental stress cracking.
Q5: How does the choice of cleaning method affect the yellowing of polycarbonate over time? Improper cleaning accelerates surface degradation and yellowing. Harsh, corrosive chemicals (acids, alkalis, and alcohols) directly attack the polymer matrix. Abrasive cleaning scratches the surface, creating sites for pollutant accumulation and stress crack initiation. For optimal service life, clean PC surfaces using only mild soap and soft, non-abrasive cloths.
Summary and Recommendations
Polycarbonate yellowing is a scientifically well-understood phenomenon rooted in photochemical and thermal degradation mechanisms. While yellowing cannot be entirely eliminated in all applications, the combination of appropriate resin selection (specifically UV-stabilized grades), optimized processing conditions, and proper post-production protection allows manufacturers to reliably produce parts that maintain their clarity and mechanical integrity through years of demanding service.
For applications operating under significant UV exposure or requiring exceptional color stability, Liwayway Viarton’s WY-111BR series, Wanhua Chemical’s Clarnate® A1225, and Wanhua Chemical’s PC 2350 represent proven solutions from established global manufacturers. Contact your technical support representative to obtain detailed technical data sheets, request samples, and receive professional guidance tailored to your specific application requirements.



